
Je suis entré par hasard au service de R.A.Lister & Co. Ltd. par hasard en 1969. J'avais commis le péché capital d'échouer à un examen de rattrapage à la fin de ma deuxième année d'études au National College of Agricultural Engineering, à Silsoe, et je souhaitais passer le "temps mort" obligatoire dans un emploi rémunéré jusqu'à la répétition des examens. Vivant près de Ross-on-Wye, l'usine RAL de Cinderford était à environ trente minutes de route de chez moi. J'ai décidé de visiter l'usine pour tenter ma chance avec le service du personnel. Je n'ai pas été plus loin que la maison de la porte dans Barleycorn Road, où j'ai été refusé par le portier.
"Nous ne prenons pas de travailleurs temporaires !"
Pas du tout découragé, je suis rentré chez moi, j'ai appelé le personnel et j'ai été invité à passer un entretien avec M. Ralph Mumford, le directeur général, l'après-midi même ! En arrivant au poste de garde, le portier, furieux, me dit
"Je croyais t'avoir dit de t'en aller ?"
"Vous l'avez fait, mais j'ai un entretien avec M. Mumford à 14h30 !"
L'entretien s'est déroulé très favorablement, et on m'a proposé un poste d'assistant testeur de groupes électrogènes dans la nouvelle section de montage des groupes électrogènes, qui devait commencer dans deux semaines. Ralph Mumford s'est intéressé de près à mon emploi jusqu'à ce qu'il soit temps de retourner à mes études interrompues. (J'ai appris plus tard que le portier était le beau-père du directeur général).
RAL Cinderford a fabriqué et assemblé en partie la gamme de moteurs Lister à vitesse lente CS, et a également produit de nombreux composants pour Dursley et Swindon. La section de montage des groupes électrogènes travaillait avec les moteurs LR 1-2 et SR1-2-3 produits à Swindon, ainsi qu'avec quelques moteurs 8/1, 16/2 et VA, à coupler avec des alternateurs BKB, EEC ou Brush. Des panneaux de commande sur mesure étaient fabriqués en interne.
(En passant, la VA était effectivement une version monocylindre refroidie par air de la 8/1, avec une distribution différente, un bmep et un sfc - quelque peu bruyant !)
L'usine RAL de Cinderford employait de nombreux mineurs déplacés du bassin houiller de Forest of Dean, qui avaient enduré de grandes difficultés et des salaires très bas. Les anciens électriciens de mine hautement qualifiés ont trouvé un emploi bienvenu lorsque RAL a déplacé la production des groupes électrogènes SR de Walkden ou Swindon à Cinderford, en complément des groupes électrogènes 8/1 et 16/2 (plus les très occasionnels VA) existants.
Une fois familiarisé avec l'équipe et formé aux moteurs et aux équipements, je me suis attelé à la tâche de recevoir les groupes électrogènes et les panneaux de commande séparés, de câbler les deux ensemble et de les connecter aux bancs de charge, de connecter l'échappement, les batteries et l'alimentation en carburant. Tous les moteurs avaient déjà été testés et étaient prêts à fonctionner à pleine charge, mais tous les composants des panneaux câblés n'étaient pas réglés. J'ai commencé par tester des ensembles de charge de batterie simples, puis des ensembles monophasés et triphasés autonomes, et enfin des ensembles Start-O-Matic, des ensembles à défaillance marginale du secteur, des ensembles à double veille, des ensembles à veille automatique du secteur, des ensembles auxiliaires marins et des ensembles à longue durée de vie.
L'une des premières tâches a été d'ajuster un grand nombre de relais du panneau de commande (avant l'ère de l'électronique à semi-conducteurs) avec un Variac et un AVO mètre. Je me suis fabriqué un petit tabouret pour faciliter le travail sur certains des panneaux trop grands pour être fixés au mur, car les réglages prenaient beaucoup de temps pour les ensembles les plus complexes, généralement une demi-journée s'il y avait de nouvelles caractéristiques dans le câblage qui prenaient la section du panneau au dépourvu. Ensuite, il fallait régler les commandes du moteur - les interrupteurs de basse pression d'huile et de haute température de l'air. Le moteur pouvait alors être démarré (et la séquence logique surveillée dans le cas des moteurs équipés de Start-O-Matic et de systèmes doubles), atteindre le régime et la température de fonctionnement, vérifier les tensions à vide, appliquer les charges résistives spécifiées et régler les taux de charge de la batterie. Si tout se passait bien, la procédure d'arrêt était surveillée ; dans le cas de systèmes doubles, le démarrage du second système devait être surveillé de la même manière, et le test complet était alors appliqué. Aucun des groupes n'a été conçu pour fonctionner en parallèle.
En règle générale, les alternateurs montés étaient soit des Brush, soit des BKB (ces derniers, fabriqués par Bulpitt, Kent et Bulpitt de Birmingham, étaient progressivement abandonnés à mesure que la politique d'achat interne du groupe Hawker Siddeley prenait le dessus). Auparavant, les alternateurs et les générateurs étaient fabriqués par Mawdsleys de Dursley.
Pour la plupart des clients, les tests effectués par RAL étaient une preuve suffisante de la performance. Cependant, les clients institutionnels, typiquement Lloyds, les agents de la Couronne, Westinghouse et Philips avec des systèmes critiques à sécurité intégrée, envoyaient invariablement leurs propres inspecteurs pour observer les "Essais avec témoins". Il m'est progressivement revenu de mener de tels tests, plus ou moins complexes, y compris les premiers groupes électrogènes SR1 de longue durée, en double veille et déclassés pour la haute altitude, pour les nouvelles liaisons téléphoniques à micro-ondes d'Afrique de l'Est installées par Philips bv. Certains des groupes Lloyds étaient des unités auxiliaires marines incorporant un mélange d'alternateur, de compresseur d'air et de pompe à incendie/bilge ! (Ils n'étaient pas tous utilisés en même temps - des embrayages et des interrupteurs de verrouillage permettaient une certaine sélection des fonctions). Les commandes des agents de la Couronne comprenaient des groupes électrogènes d'aéroport conçus pour une double mise en veille sur le secteur, dont la puissance diminuait progressivement de sorte que le groupe électrogène final n'alimentait que les balises radio et les rudiments du contrôle du trafic aérien.
Pendant les six mois où j'ai travaillé à la section Montage des groupes électrogènes, nous n'avons jamais eu un seul échec de test. J'ai cependant condamné une palette entière de régulateurs Lucas et j'ai dû expliquer à la section des panneaux l'importance de respecter la polarité des diodes à courant élevé (leur premier dispositif à semi-conducteurs, introduit en 1969 pour les postes de charge de batterie SR1).
Si l'on considère que la combinaison la plus complexe impliquait deux panneaux d'interrupteurs, chacun de la taille d'une petite armoire, les sections respectives ont réalisé des exploits remarquables en travaillant à distance de l'équipe de conception. À une seule occasion, nous avons dû appeler le chef électricien de Dursley pour interpréter la séquence logique des spécifications. Je me souviens bien de cet événement, car Harry Taylor est arrivé juste au moment où j'allais terminer mon service : J'ai gagné un supplément de 5/- pour la courte période d'heures supplémentaires qui en a résulté, mais j'ai payé un supplément de 7/6d d'impôts cette semaine-là, (ayant franchi un seuil d'imposition) !
Mes tâches n'ont jamais été clairement définies, car j'étais en fait mis à l'épreuve, étant la personne la mieux formée techniquement de la section de montage des ensembles généraux. Deux mois seulement après mon embauche, mon contremaître Ray est parti en congé de maladie prolongé après une opération de l'hernie. Je me suis rapidement retrouvé à devoir gérer des problèmes administratifs et techniques que les autres contremaîtres étaient réticents à prendre en charge, et j'ai ainsi beaucoup appris sur la gestion.
Le marché des groupes électrogènes était en plein essor, ce qui a donné lieu à une ruche d'activité : ceci, couplé à une période d'essor de la production de moteurs à vitesse lente, signifiait que tout le monde était en prime au début de 1969.
- Une semaine de cinq jours
- Heures supplémentaires trois soirs par semaine (lundi, mardi, jeudi)
- Demi-journées le samedi
- Toute la journée le dimanche
Et pas une seule plainte ! Mon salaire en tant que testeur de générateur (avec heures supplémentaires et bonus, avant impôts mais après déduction des frais généraux bleus hebdomadaires, de la contribution NI, etc.) était de 25 £ par semaine. L'impôt a été récupéré lorsque j'ai repris mes études.
Tout en consacrant la majeure partie de mon temps à mes tâches d'essai, j'ai saisi toutes les occasions d'observer ce que faisait l'usine et comment elle était gérée. Une large gamme de pièces de moteur et d'autres pièces étaient fabriquées sur des machines-outils communes à toutes les usines d'ingénierie - cabestans Ward, Bar Autos, perceuses multibroches, rectifieuses Jackman, etc. avec quelques léviathans plus spécifiques jetés dedans, tels que les tours verticaux Bullards. et Webster et Bennet pour l'usinage des volants doubles qui caractérisaient la gamme de moteurs à vitesse lente. La fierté de l'exposition était l'aléseuse à gabarit de la SocieteˊGenevoise pour la salle des outils. D'autres composants et équipements non-moteurs étaient produits, principalement des machines agricoles pour la société associée de Lister Agriculture. L'unité d'extraction d'humidité Lister alimentée par HR4 (montée sur patins ou sur remorque) pour le séchage des récoltes, et les deux modèles de presses à granulés pour l'alimentation des animaux de ferme étaient partiellement fabriqués et assemblés/testés à Cinderford, se disputant souvent les rares ressources en main-d'œuvre et en machines.
La section de montage des groupes électrogènes occupait une partie d'une baie typique d'une usine de type North-Light, construite en partie à partir de matériaux excédentaires du gouvernement dans les années d'après-guerre, y compris d'un hangar d'avions de guerre dans le grand parc de Windsor, qui avait été construit là au cas où la famille royale serait obligée de fuir le pays. Des colonnes d'acier plutôt surdimensionnées supportant les ponts roulants faisaient autrefois partie du Mulberry Harbour ! La baie était partagée avec la section d'emballage, et était adjacente aux baies d'assemblage et d'essai des moteurs à vitesse lente. Les magasins de pièces détachées étaient pris en sandwich entre la fabrication des composants et les pistes, avec des cellules de sous-assemblage alimentant les pistes aux endroits appropriés.
Les composants du moteur à vitesse lente étant de conception relativement ancienne, il était intéressant de voir comment les techniques de fabrication antérieures étaient perpétuées. L'assemblage de l'arbre à cames est typique : les cames individuelles sont chauffées, pressées et fixées sur un arbre lisse. Le pignon du vilebrequin était traditionnellement chauffé sur une plaque chauffante à gaz avant d'être rapidement enfoncé - ce n'est qu'au milieu de l'année 1969 qu'un chauffage à induction a été introduit. De nombreux composants étaient lourds et nécessitaient une force musculaire pour les manipuler. Bien que des palans pneumatiques aient été utilisés pour soulever les volants, leur installation sur le vilebrequin parallèle et la mise en place des clavettes étaient un travail difficile, qui devait parfois être répété plusieurs fois si l'alésage du volant était trop étroit.
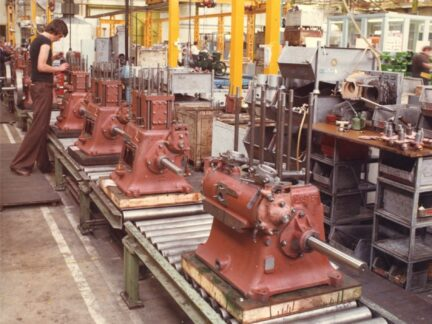
En regardant la photo de la chaîne de montage de Cinderford, un lot de moteurs 16/2 est en cours. Malheureusement, aucun palan de levage n'est montré pour les barils de cylindres séparés, ce qui serait bien au-delà des capacités du garçon montré ! Où est passé le reste de l'équipe ? Sans doute mis de côté dans un souci de clarté.
L'orientation de la voie et d'autres caractéristiques de la section d'assemblage diffèrent de celles qui prévalaient en 1969, lorsque je travaillais à l'assemblage et aux essais du groupe électrogène adjacent ; de plus, tout est plus léger et moins dickensien. La cabine de pulvérisation d'origine (une Andrea Filter Back) a peut-être été remplacée - le média filtrant de type papier était enclin à prendre feu. Malheureusement, il n'y a pas d'opérations de sous-assemblage représentées - celles-ci étaient toujours périphériques à la voie ferrée pour introduire les composants assemblés au stade correct, avec des opérateurs multitâches.
En 1969, il y avait un magasin de pièces détachées avec de grands échafaudages (dont s'occupait "Herman Sid") à droite de la piste : une astuce favorite consistait à lancer un gros écrou Whitworth à travers le magasin depuis la section d'assemblage des groupes électrogènes sur la gauche et à frapper l'un des échafaudages avec une forte détonation, ce qui mettait Sid en colère. Un autre Sid était l'un des deux ouvriers qui montaient les volants d'inertie ; la plupart des gens se tenaient à l'écart de ce Sid parce qu'il mangeait un oignon cru entier pour le déjeuner chaque jour.
Les pistons et les bielles (sans les capuchons) étaient insérés dans les barillets à l'aide de compresseurs de segments. Il fallait toujours faire attention, lors de la mise en place du bouchon, à ne pas essayer de "frapper" la buse d'huile (en particulier la buse creuse sur les jumeaux) avec la paume de la main pour la mettre en place sur les boulons du bouchon !
S'ils sont correctement datés des années 1970, la plupart des moteurs étaient probablement destinés à l'Iran, où les soupapes d'inversion de compression étaient encore spécifiées pour les moteurs monocylindres afin de faciliter le démarrage en hiver dans les régions montagneuses. De plus, de nombreux moteurs étaient destinés aux zones tropicales ; les moteurs à vitesse lente étaient considérés comme "à l'épreuve de l'Afrique" en raison de leur simplicité et de leur robustesse. Le poids d'un groupe électrogène ou d'un groupe de pompage complet avec une plaque de base en fonte était considérable, et pourtant, dans les pays en voie de développement, de nombreuses unités étaient déplacées à l'aide de chars à bœufs ou à la seule force musculaire. Avec l'augmentation de la puissance des petits moteurs et la réduction de leur poids, de nombreux pays se sont montrés réticents au changement, car on considérait que les moteurs plus légers risquaient d'être emportés !
Plusieurs systèmes de refroidissement étaient proposés, le plus cher étant le refroidissement par radiateur. La plupart des moteurs étaient commandés pour un refroidissement par réservoir, ou pour une alimentation en eau de refroidissement prélevée sur la pompe si le moteur était composé d'un groupe de pompage. Cette eau prélevée par la pompe pouvait être très froide : en Arabie Saoudite, Blackstones a vendu de nombreuses culasses de rechange pour ses moteurs horizontaux en raison de la croyance arabe selon laquelle il faut toujours pouvoir mettre la main sur la sortie d'eau du bloc-cylindres ! Les moteurs CS dotés d'importants volants d'inertie pouvaient facilement être démarrés à la main - des deux côtés si le cliquet de la poignée de démarrage était correctement tourné. Sans protections et avec une lourde poignée de démarrage en fonte, il était vital de retirer rapidement la poignée du vilebrequin lorsque le moteur démarrait. À une occasion, j'ai dû venir à la rescousse d'une poignée qui s'agitait encore sur l'arbre d'un moteur lancé à plein régime et qui menaçait de s'envoler. La commande d'arrêt et le décompresseur étaient trop dangereux à atteindre, alors j'ai pris une longue latte de bois, et l'ai lentement glissée tangentiellement pour interrompre la poignée en mode cliquet.
Les essais des moteurs à faible vitesse étaient, autant que je m'en souvienne, effectués à l'aide de générateurs à courant continu à couplage direct, de sorte qu'une charge résistive pouvait être appliquée et le couple mesuré à l'aide d'une balance attachée à un bras. Les générateurs à courant continu faisaient également office de démarreurs. Les spécifications de l'essai Lister détaillaient les temps de fonctionnement à vide, au quart de la charge, à la moitié de la charge et à pleine charge, après quoi le moteur était considéré comme apte à supporter la pleine charge indéfiniment, c'est-à-dire qu'il était complètement rodé. La durée de l'essai était telle que la section d'essai travaillait toujours en équipe de nuit. L'un des testeurs de nuit, qui avait le sens de l'humour, parvenait à gérer une ferme laitière pendant la journée.
Une petite catastrophe m'a frappé un matin glacial. Une visite de haut niveau était prévue et les groupes électrogènes devaient être testés ; un groupe devait être rempli de plusieurs gallons d'huile, qui était très réticente à s'écouler du robinet du tambour. Je l'ai laissé pendant quelques minutes, puis je suis revenu pour constater que le chauffage d'appoint de 15 kW avait quelque peu accéléré les choses et qu'au moins un gallon avait débordé sur le sol. J'ai pris un sac de sciure et un rouleau de papier ondulé et j'ai tapissé le sol plusieurs fois, puis je me suis empressé de faire le plein d'huile et de démarrer, sans que les VIP ne s'en rendent compte.
Avant l'avènement des réglementations en matière de santé et de sécurité qui s'appliquent à tous les aspects de l'activité industrielle, les niveaux sonores dans les usines étaient largement non réglementés. Ainsi, les ateliers d'usinage, les chaînes de montage et les ateliers d'essai étaient souvent extrêmement bruyants. Comment alors attirer l'attention d'une secrétaire "dolly-bird" qui passait par là pour apporter de la paperasse au bureau du contremaître ? C'est simple, il suffit de retirer le cache-culbuteur d'un moteur diesel 8/1 en marche et de frapper l'extrémité du culbuteur de la soupape d'admission avec un maillet - le "CRACK" lorsque la compression est libérée est spectaculaire ! (Il est préférable de réaliser ce tour sans que le filtre à air à bain d'huile ne soit en place, sinon l'huile s'éparpille partout).
Il fallait être constamment à l'affût des passants en costume qui pouvaient représenter une autorité non identifiée : tandis que Ralph Mumford (notre propre GM) pouvait s'attendre à passer au moins une fois par jour, les directeurs d'autres usines RAL reniflaient souvent. Il y avait des luttes de pouvoir et la construction d'un empire à cette époque, car Hawker Siddeley restructurait massivement toute la division des moteurs diesel, de 5 ch à plus de 10.000 ch. Nous avons vu de temps en temps Frank Blackstone (un directeur de RAL et de Lister Blackstone) en chapeau melon et costume à rayures qui marchait d'un pas décidé apparemment pour faire de l'exercice - peut-être en "congé de jardinage" ?
Pendant mon séjour à Cinderford, je me suis intéressé aux tâches de l'ingénieur en temps et mouvement, et à la façon dont les étapes de travail équilibrées étaient déterminées pour la voie de montage. Cela m'a été très utile lorsque, par la suite, j'ai dû préparer de tels horaires pour 8/1, LR1, SR1-2-3, ST1-2-3, LT1 et HR2-3-4-6 pour des opérations d'assemblage outre-mer.
À la mi-mai, j'ai dû quitter RAL Cinderford pour repasser mes examens NCAE. En me souhaitant bonne chance, Ralph Mumford m'a confidentiellement garanti un emploi à RAL, que je réussisse ou non les examens ! J'ai réussi et j'ai dûment terminé la dernière année, et j'ai obtenu un BSc Ag. Eng. Quand j'ai rejoint RAL, j'ai découvert que Ralph Mumford avait été évincé dans un conflit de gestion, mais il avait déjà communiqué son offre à Dursley, donc j'étais en sécurité. (De nombreuses années plus tard, lorsque, avec de nombreux anciens collègues de RAL Cinderford, j'ai assisté aux funérailles de Ralph, il a reçu un accueil enthousiaste en signe d'appréciation et de respect).
J'ai trouvé le travail chez RAL Cinderford très satisfaisant, car on était formé pour le travail, puis on pouvait s'y consacrer. Les collègues de travail et la direction locale m'ont toujours soutenu et se sont toujours intéressés à l'évolution de ma carrière. Une grande honte que l'opération RAL Cinderford ait été l'une des premières victimes parmi tant d'autres.
L'auteur souhaite faire valoir ses droits d'auteur : R.A.Davis, janvier 2017
Si vous avez une histoire de Lister Petter, nous aimerions l'entendre. Partagez-la avec nous via enquiry@listerpetter.com.